Производственная программа – план выпуска продукции (услуг), который разрабатывается на конкретный плановый период на каждом предприятии. Ее составление сопровождается расчетами показателей, определяющими нужное количество оборудования. Один из них, коэффициент загрузки, дает представление о полноте использования оборудования.
- Определение коэффициента загрузки оборудования
- С какой целью используется коэффициент загрузки оборудования
- Отображение значений коэффициента на графике
- Нормативное значение коэффициента загрузки оборудования
- Коэффициент загрузки оборудования на каждой операции в соответствующем квартале планового года (формула)
- Коэффициент загрузки оборудования в соответствующем квартале планового года (формула)
Определение коэффициента загрузки оборудования
Понятие «загрузка оборудования» неразрывно связано с использованием внутрисменного рабочего времени, учет которого ведется в человеко-днях и человеко-часах. Данный множитель (попросту коэффициент загрузки) отображает долю фактического времени, проработанную станками на протяжении смены, суток, иного конкретного периода в совокупном фонде времени оборудования.
Простыми словами, коэффициент загрузки (rate of operation) показывает, сколько времени станки работали на полную мощность на протяжении конкретного периода, выполняя требуемый объем работ.
Важно! Значение коэффициента загрузки (Кз) меняется в зависимости от спроса на продукцию.
Наряду с ним, при определении загруженности станков рассчитывают еще один множитель – коэффициент использования оборудования. Причем делают это тогда, когда нет возможности определить OEE (Overall Equipment Effectiveness), т. е. общую эффективность работы оборудования. Коэффициент загрузки:
- Характеризует загрузку станков во времени.
- Учитывает неминуемые простои, вызванные, например, неплановым аварийным ремонтом либо занятостью рабочих на иных работах и т. п. производственными причинами.
Определить степень загрузки станков на протяжении суток можно при помощи коэффициента сменности работы (Кс). Он показывает число смен, которые в среднем проработал каждый станок за сутки (квартал, месяц либо год).
В отличие от него Кз станков учитывает сведения о трудоемкости продукции. Кз – это значение Кс, но дважды уменьшенное (при двух сменах) либо трижды уменьшенное (при трех сменах).

Оценка стоимости бизнеса |

Финансовый анализ по МСФО |

Финансовый анализ по РСБУ |

Расчёт NPV, IRR в Excel |

Оценка акций и облигаций |
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз < 1. Значение КЗ рассчитывают:
- Сначала по каждой операции в рассматриваемом периоде.
- Затем определяют среднее значение в этом же периоде.
Первичный расчет производится на основе отношения расчетного числа (штучно) станков к принятому их числу. Анализируя работу станков, предназначенных для продолжительного использования, рассчитывают показатели, которые в своей совокупности характеризуют использование мощности, времени работы, количества станков.
Отображение значений коэффициента на графике
Полученные значения Кз показывают на графике загрузки (по системе координат) следующим порядком:
- Рассчитывают Кз для каждого станка либо однотипной группы станков.
- По оси абсцисс (Х) отмечают №№ (либо названия) станков.
- По оси координат (У) отмечают значения Кз (%). Полученные точки соединяют и получают ломаную линию.
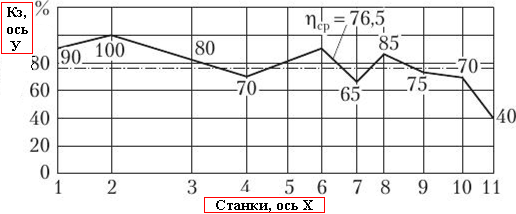
На графике можно отобразить среднее значение Кз для всего цеха в виде прямой линии. Она должна проходить через ломаную линию (либо столбики), нарисованную по станкам (группам станков). Как вариант, изображают график в виде столбиков:
- Для каждого станка рисуют по столбику.
- Высота столбика показывает 100% (в масштабе).
- На каждом столбике отмечают соответствующий процент Кз.
Нормативное значение коэффициента загрузки оборудования
Норматив Кз зависит от особенностей производства, установленного режима работ в цехах, типа станков. Принято считать, что оптимальное значение – это значение, близкое к единице. Приведем несколько примеров нормативов Кз, для сравнения:
- Металлорежущих станков = 0,75 для единичного, мелкосерийного произ-ва и 0,9 – для крупносерийного и массового.
- Сварочных станков = 0,7 для индивидуального и мелкосерийного произ-ва и 0,8 – для крупносерийного.
- Для цеха кузнечного производства = 0,88 – 0,95.
- Для изготовления деталей, заготовок способом холодной объемной штамповки (либо высадки) = 0,75 – 0,9.
- Для изготовления тонкостенных изделий из металлического листа с применением технологии листовой штамповки = 0,84 – 0,95.
Обобщая данные, можно определенно сказать, что норматив Кз для крупносерийного (массового) производства соответствует верхним границам и значится в пределах 0,7 – 0,9. Норматив Кз для мелкосерийного производства соответствует нижним границам и значится обычно в пределах 0,65 – 0,75. Рекомендуемыми отраслевыми нормами Кз, которые установлены в зависимости от типа производства авто (агрегатов) и видов станков, являются следующие.
| Некоторые виды станков | Единичное, мелкосерийное произ-во авто | Средне- и крупносерийное произ-во авто |
| Универсальные с руч. управлением | 0,8 | 0,8 |
| Спец. и агрегатные станки | — | 0,9 |
| Автомат. линии | — | 0,9 |
| Станки с ЧПУ, гибкие модули | 0,85 | 0,9 |
Для справки. Единичное производство – это малый объем выпуска однотипной продукции, которую не ремонтируют и повторно не производят. Станки, которые участвуют в таком производстве, изготавливаются серийно станкозаводами. Их закупают обычно до начала произ-ва.
Серийное производство – изготовление (ремонт) продукции партиями, которые регулярно повторяются. Оно делится в свою очередь на мелкосерийное, среднесерийное и крупносерийное. Данное производство может комплектоваться:
- поточными и автоматическими линиями;
- многошпиндельными автоматами (полуавтоматами, проч.);
- станками с ЧПУ;
- гибкими проивзв. модулями и системами;
- универсальными станками с быстропереналаживаемой оснасткой.
Целесообразное сочетание названых групп станков, полная их загрузка способствуют экономичности серийного производства. Под массовым производством понимают большой объем выпуска продукции. Она ремонтируется длительное время и производится беспрерывно.
Коэффициент загрузки оборудования на каждой операции в соответствующем квартале планового года (формула)
Расчет значения Кз производится по общей формуле: Кз = (ЧО1 + ЧО2) / (ЧУ * ЧС) (1). Пояснения: ЧО1 – число оборудования (станков), проработавших 1 смену, ЧО2 – число станков, проработавших 2 смену, ЧУ – число установленных станков, ЧС – число смен, проработанных станками. Таким путем рассчитывают значение Кз по каждой операции соответствующего квартала.
Наглядный пример. Предположим, ЧУ = 100, ЧО1 = 100, ЧО2 = 50, а ЧС = 2. Задача: определить значение Кз. Отсюда следует: (100 + 50) / (100 * 2) = 150 / 200 = 0,75.
Рассчитать значение Кз можно посредством онлайн калькулятора. Для этого требуется занести в онлайн форму стандартные данные: значения ЧО1, ЧО2, ЧУ и ЧС, а также количество смен и нажать на кнопку «Рассчитать». Расчет будет произведен автоматически.
Коэффициент загрузки оборудования в соответствующем квартале планового года (формула)
Среднее значение Кз в нужном квартале планового периода рассчитывают, по сути, согласно той же формуле, что и его значение по каждой операции. Но для расчета берут средние значения указанных в формуле показателей. Либо, как вариант, рассчитав сначала коэффициент, определяют его среднее значение.
Рассмотрим расчет среднего значения на следующем примере. Данные для него сведены в таблице. Руководствуясь этими показателями, можно составить таблицу Excel по соответствующим значениям и результатам расчетов.
|
№ операции |
Число станков по расчету | Число станков фактически принятое |
Расчет значения Кз |
| 1 | 3,15 | 4 | 3,15 / 4 = 0,78 |
| 2 | 4,75 | 5 | 4,75 / 5 = 0,95 |
| 3 | 3,17 | 4 | 3,17 / 4 = 0,75 |
| 4 | 3,82 | 4 | 3,82 / 4 = 0,95 |
| 5 | 4,51 | 5 | 4,51 / 5 = 0,90 |
Расчет Кз по каждой операции произведен согласно формуле: Кз = (Зр /Зп) * 100% (2). Пояснения: Зр – расчетное число оборудования и Зп – принятое число оборудования. Среднее значение коэффициента рассчитано следующим путем: Кз (среднее) = (Кз1 + Кз2 + Кз3 + Кз4 + Кз5) / 5 (3). Пояснения: Кз1 – коэффициент загрузки 1, Кз2 – коэффициент загрузки 2 и т. д.
Расчет среднего значения коэффициента по предложенной формуле будет следующим: (0,78 + 0,95 + 0,75 + 0,95 + 0,90) / 5 = 0,86 либо 86%. Шаблон таблицы Excel для расчета значения Кз, приведенный ниже, выстроен по аналогии с таблицей Word, использованной в расчетах. Таблица Excel тоже состоит из четырех столбцов, предназначенных для введения данных:
- по количеству оборудования (отдельно по расчету и отдельно принятого по факту);
- значения Кз, рассчитанного по каждой операции.
В столбце, где следует указывать значение Кз, приведены формулы для расчета его значения в Excel. По каждому столбцу можно подвести итог, рассчитав суммарное значение соответствующего показателя в том либо ином столбце. В шаблон можно включить дополнительный столбец для расчета среднего значения Кз. Это упрощенный шаблон таблицы, который можно использовать в расчетах.





Спасибо большое, познавательная статья! Вы приводите несколько примеров нормативов К загрузки. Где можно ознакомиться более подробно с перечнем оборудования и соответствующим Кз?
И какой коэффициент можно принять для ручного труда? Например, сборка радиоприборов, пайка.